步骤
| 内容
| 备注
|
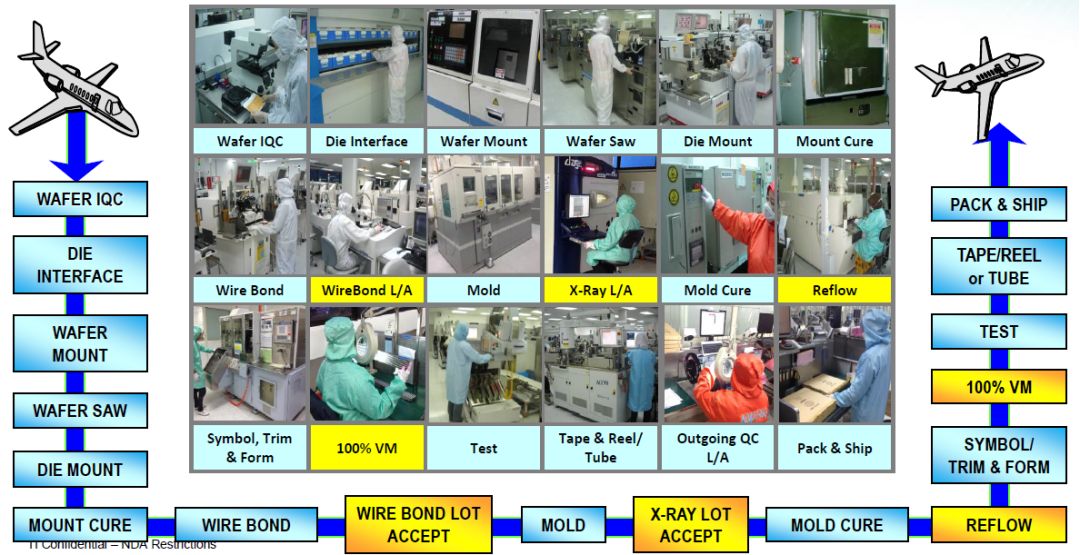
来料质量控制
| 对晶圆、引线框架、银浆、绑定线、模封材料等进行来料质量检查
|
|
磨片
| 将从晶圆厂出来的Wafer进行背面研磨,来减薄晶圆达到封装需要的厚度(8mils~10mils),磨片时需要对正面贴胶带保护电路区域同时研磨背面,研磨之后去胶带,测量厚度
|
|
晶圆切割
| 将晶圆粘贴到蓝魔(Mylar)上,使得即使被切割开后,不会散落;通过Saw Blade将整片Wafer切割成一个个独立的Dice,方便后面的Die Attach工序;清洁Wafer,清洗切割时产生的各种粉尘
|
|
芯片粘接
| 点银浆于Lead Frame的Pad上
|
|
银浆固化
| 175℃,1小时;N2环境,防止氧化
|
|
引线焊接
| 利用高纯度的金、铜线把Pad和Leadframe连接起来;质量控制(金线颈部和尾部拉力、金球推力、金线弧高、金球厚度、弹坑测试、金属间化合物测试)
|
|
Wire Bond L/A
| 在引线焊接完成后进行显微镜抽检,观察焊接质量,如有不通过则会对整批产品以及该引线焊接设备出去的产品进行更为严格的质量审查
| 汽车级器件
|
注塑
| 利用EMC把Wire Bonding完成后的产品封装起来的过程,需要加热硬化,注塑后进行激光打字(产品型号、生产批次信息等)
|
|
X-Ray L/A
| 汽车级器件增加了一项X-Ray检查,检查注塑后芯片内部质量
| 汽车级器件
|
模后固化
| 用于Molding后塑封材料的固化,保护IC内部结构,消除内部应力(175±5℃,8hrs)
|
|
Reflow
| 汽车级器件增加项目,模拟SMT工艺环境,过3遍,以激发和筛选出不良产品
| 汽车级器件
|
切筋成型
| 将一条片的Lead Frame切割成单独的Unit(IC),并对引脚进行成型,达到工艺要求的形状
|
|
100%VM
| 汽车级器件增加项目,对器件进行显微镜外观检查,关注引脚与模封体间是否有开裂、引脚是否良好有无毛刺等
| 汽车级器件
|
测试
| 对产品手册的所有参数进行测试,工业级器件为常温测试,汽车级器件通常会在常温和高温环境进行测试,部分器件还会有低温测试;除此之外,汽车级器件还会按照AEC系列汽车级专用标准进行测试(AEC-Q100汽车级器件验证流程如图2所示)
|
|
器件完成
| 器件测试通过后,按照相应的带装/卷装/管装要求进行装袋入库,从而完成生产的全过程
|
|